當發(fā)電機轉(zhuǎn)子上的電刷和集電環(huán)之間因火花大或電刷電流密度過大、電刷壓力過大而導 致電刷或集電環(huán)磨損時,必須及時進行處理。
1.電刷火花及磨損過大的處理
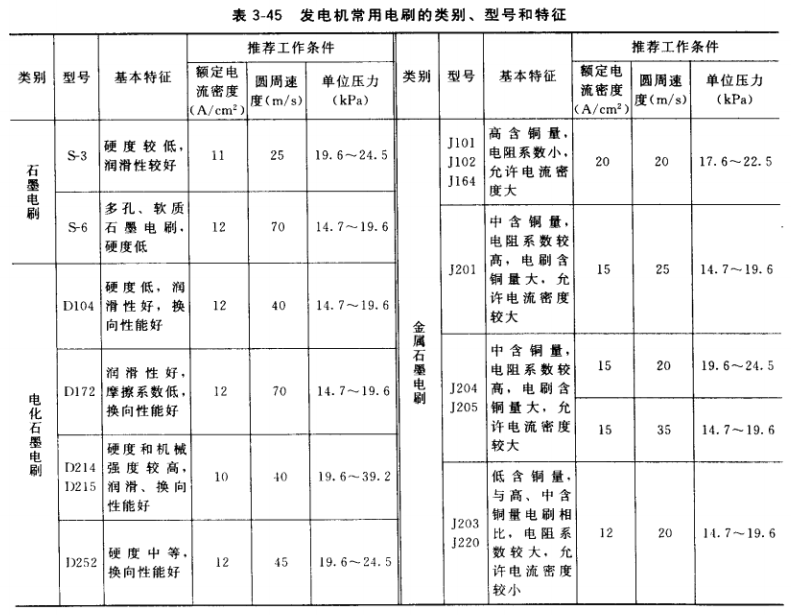
(1)正確選用電刷,包括電刷牌號、電刷截面(影響電刷電流密度)、電刷壓力等都必 須符合表3-45規(guī)定。
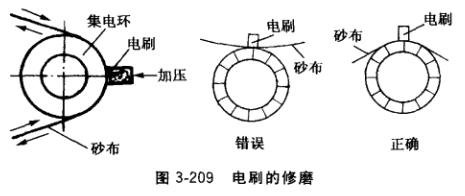
(2)電刷修磨。發(fā)電機工作150小時左右,就應檢査電刷與集電環(huán)(換向器)的接觸情況,其接觸面積不得小于電刷橫截面的75%。如接觸面積過小,可修磨電刷接觸面。修磨時, 先將電刷彈簧壓力調(diào)小,將00號砂布置于電刷與集電環(huán)之間,并使砂面朝電刷,然后將電刷彈簧壓力調(diào)大,來回拉動砂布,如圖3-209所示,直至電刷的接觸面積符合要求為止。
電刷磨損一般不應超過原長度的1/3,接觸面不能崩缺,如磨損過甚或有損傷,應換上同型號的新電刷。新?lián)Q的電刷在刷架中應無卡滯、偏斜現(xiàn)象,同時應修磨接觸面才可使用。
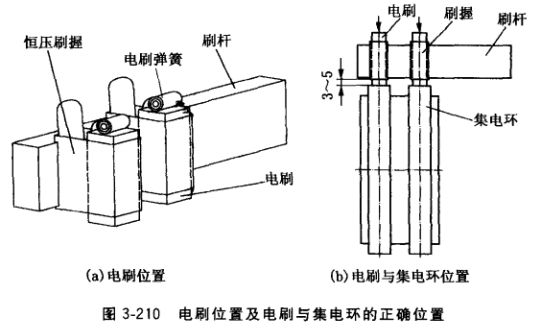
(3)電刷的正確安裝,電刷必須和刷握、刷桿等組合成電刷裝置,如圖3-210a所示。 然后固定在發(fā)電機后端蓋的內(nèi)軸承蓋上,方可正常運行。電刷裝置與集電環(huán)或換向器之間應有正確的安裝位置(見圖3-210b):電刷應垂直于集電環(huán)外圓周面,刷握下緣邊與集電環(huán)外圓周面的距離應為3?5mm,在軸向方向上電刷應位于集電環(huán)寬度的中間位置。
2.集電環(huán)磨損的處理
集電環(huán)磨損嚴重而影響正常使用時,必須對集電環(huán)進行車削,或更換集電環(huán)。
(1)集電環(huán)車削。把發(fā)電機轉(zhuǎn)子裝上車床,利用兩端頂尖孔對中,車削集電環(huán)圓周面直至消除凹凸不平為止。車削面的表面粗糙度應達Ra=0.63μm。
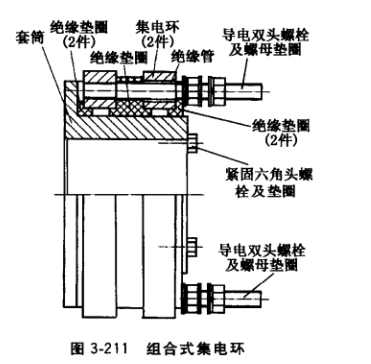
(2)更換集電環(huán)。可請發(fā)電機生產(chǎn)廠家提供同規(guī)格新集電環(huán),或就地加工組合式集電 環(huán),其結構如圖3-211所示。圖中每個序號代表1個零件,根據(jù)集電環(huán)的總體尺寸,制作每個零件,并組裝成集電環(huán)。集電環(huán)中兩個滑環(huán)應經(jīng)對地及環(huán)與環(huán)之間耐壓檢測,合格后經(jīng)浸絕緣漆處理,裝上轉(zhuǎn)子,再經(jīng)車床加工外圓面后,方可投入使用。